1.总则
本技术协议适用于包头希望铝业有限公司电厂石灰石湿法烟气脱硫临时烟囱工程的挡板门设备工程。
1.1 本技术协议包括烟气挡板门的本体及其驱动装置、辅助设备的功能设计、结构、性能、制造、安装和试验等方面的技术要求。
1.2 本技术协议所提出的是最低限度的技术要求,并未对一切技术细节做出规定,也未充分引述有关标准和协议的条文,乙方保证提供符合技术协议和现行工业标准的优质产品。
1.3 乙方所采用的零部件等是技术和工艺先进,并经过两年以上运行实践,已证明是成熟可靠的产品。
1.4 在签订合同之后,到乙方开始制造之日的这段时间内,甲方有权提出因协议、标准和规程发生变化而产生的一些补充修改要求,乙方遵守这个要求,具体款项内容由甲、乙双方共同商定。
1.5 本技术协议所使用的标准,如遇到与乙方所执行的标准不一致时,按较高的标准执行。如果本技术协议与现行使用的有关国家标准以及部颁标准有明显抵触的条文,乙方及时书面通知甲方进行解决。
1.6 今后合同谈判及合同执行过程中的一切图纸、技术文件、商务信函等使用中文,如果乙方提供的文件中使用另一种文字,则需有中文译本,在这种情况下,解释以中文为准。
2.标准与协议
除非甲方批定或双方在订货后商定,本技术协议要求提供的设备材料的设计和制造及验收,均要符合以下标准和协议,但不限于此。
《火电施工质量检验及评定标准》锅炉篇
《火电施工质量检验及评定标准》焊接篇
《火电施工质量检验及评定标准》加工配制篇
《钢结构设计协议》(GBJ17)
《钢制焊接常压容器》(JB/T4753)
《烟风煤粉管道零件典型设计手册》
3.工艺参数及供货范围
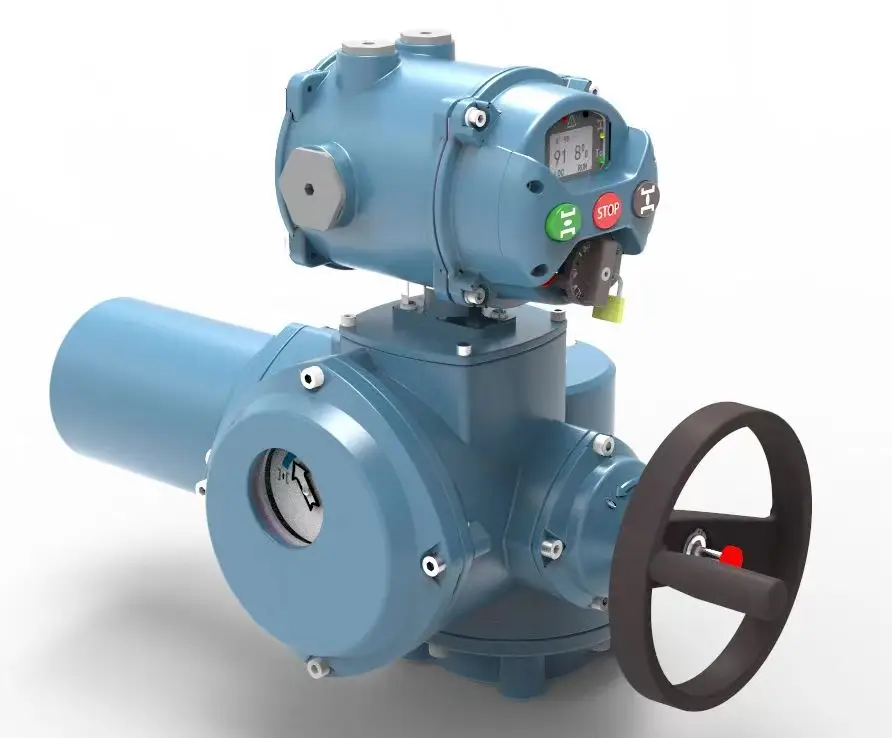
3.1挡板门说明:烟囱挡板门配套手动执行机构。
4.设备选型技术参数
见设备工艺参数及供货范围
5.技术要求
5.1 风门技术要求及特征
乙方按甲方提供的技术参数设计风门,风门能长期安全运行。
5.2 风门性能要求
5.2.1 风门在全开状态下阻力小。
5.3 风门结构要求
5.2.1 风门法兰固定在风道上。
5.2.2 风门有足够的刚度,当热胀冷缩时不变形,不卡涩。
5.2.3 每只风门配有外部位置指示器,外部指示器指示方向与风门运转方向一致。
5.2.4 本项目挡板为单轴双密封挡板,所有挡板轴处无外漏。
5.2.5 风门内部结构没有积存尘粒的部位。
5.2.6 风门设计要考虑到温度的变化,以防止翘曲、咬住或其它变形现象,这些现象会影响风门的操作,风门设计防止长时期不操作后出现转动扭矩要求超出驱动系统能力的现象。其结构没有积存尘埃的部位。风门设计做到压降小,操作扭矩小,工作寿命长,风门设计要考虑足够的腐蚀裕量,做到在电厂整个寿命期限内风门能正常工作,而不需进行经常或重大维修。
5.2.7为防止风门运行出现卡涩,档板门轴承与风门框架不直接接触,在风门框架上增加[型轴承座支架,尽量让风门框架与轴承座有一定的距离,减小风门叶片轴热量传送。使风门长期在热态工况运行下,能够良好运行。风门的轴向、径向留有吸收热膨胀装置和热位移间隙量。
5.3 风门框架
5.3.1 风门框架的设计要能承受工作条件下,以及安装前,安装过程中所产生的应力。框架最薄弱部位受到的应力不超过AISC钢结构手册中完整构体的规定值。风门框架折边要采用密封焊接。吊耳在框架每只角上装一只,并做到风门框架起吊时不发生扭曲或变形。
5.3.2 风门框架要有足够的设计强度,除了正常风门承重件外,不需要在管道中另增加肋板或支撑件。
5.4 风门叶片与轴
5.4.1 风门叶片在结构上不用外肋或撑条,风门叶片挠度小于叶片长度的1/720,且不降低疲劳寿命,按系统最大静压与温度在叶片横截面上产生的力矩计算出的每个叶片组件的应力值(扭应力与弯曲应力都要加以考虑)不得超过AISC钢结构手册中规定的等级。设计叶片时要有消除叶片处于关闭位置时两边的温度差而引起翘曲的措施。
5.4.2 风门轴能够传递全部的操作扭矩。轴内连接件要比外连接件强度好。风门叶片轴组件的设计既要考虑最大允许应力又要限定最大差压下的挠度。设计时考虑风门叶片与风门轴之间,以及叶片轴组件与框架之间的差胀。轴设计时避免采用中间支撑。
5.5 风门轴承
5.5.1 风门叶片轴上的轴承采用外置式,其类型与设计要适合于尽量吸收叶片处于关闭位置时因重量与压力引起的挠曲,而不产生不正常的磨损或变形。轴承安装位置与框架之间有足够的距离,用来给风道保温。轴承要有防高温和粉尘的措施。风门采用UCF型调心滚动轴承,该轴承转动灵活,具有自调心功能,并允许主轴膨胀。
5.5.2 轴承寿命大于10年。
5.5.3 轴承的设计和定位保证温度与本体运行温度一致。
5.5.4 在不拆除穿过风道的轴上的填料盒的前提下,能对轴承进行维护。
5.5.5 轴承允许膨胀,并能承受在周围环境条件下内外部件之间的不同的膨胀。
5.6 风门连杆
5.6.1 风门叶片活节连杆/操作连杆的设计要做到所需的操作力矩最小,防止后冲与振动,并使力矩和操作力引起的挠曲最小。
5.6.2 风门叶片之间的连杆的设计要做到允许同步调节各个叶片。每个调节机构上要有锁定装置。所有的风门叶片控制器都要联结起来,各种必要的组件、连杆,通过最后的一个连杆与执行机构相连去驱动风门。互联杆位于风门外面,它由重型臂与双杆型连杆构成,连杆之间自由间隙尽量小些,操作杠杆用焊接的方法,或者用键与紧定螺钉与轴固紧,连杆机构与轴的挠曲要尽量小些,所有的连杆与风门臂用金属制作。
5.6.3 在各种情况下,风门连杆的布置与结构都要使风门扭矩引起的挠曲最小。所有的连杆构件都由具有适合温度和压力条件的钢材制成。
5.7 风门叶片
5.7.1 风门叶片须平行地打开。
6.交货地点和交货时间
6.1交货时间
合同签订生效后30日内物资到厂。
6.2交货地点
东方希望包头稀土铝业有限责任公司电厂一期脱硫现场。
二.技术资料交付
设备订货一周内乙方向甲方交付以下正式资料:
1.1、设备样本、使用说明书 2套
1.2、设备外型尺寸、安装尺寸及基础图 、控制原理图(CAD电子版) 2套
1.3、配用电机型号、功率 2套
以上资料,合同生成后一星期内提供
1.4、风门的操作与维修手册 2套(随机提供)
1.5、设备和备品配件清单和图纸 2套(随机提供)
1.6、产品合格证、质量证明书 2套(随机提供)
1.7、性能测试报告 2套(随机提供)
1.8、随机装箱资料清单 2套(随机提供)
三.现场技术服务
1.1 乙方现场服务人员的目的是使所供设备安全、正常投运。乙方要派出合格的现场服务人员。
1.2 乙方现场服务人员应具有下列资质:
1.2.1尊纪守法,遵守现场的各项规章和制度;
1.2.2有较强的责任感和事业心;
1.2.3了解合同设备的设计,熟悉其结构,有相同的现场工作经验,能够正确地进行现场指导;身体健康,适应现场工作的条件;
1.3 乙方现场服务人员的职责:
1.3.1 乙方现场服务人员的任务主要包括设备催交、货物的开箱检验、设备质量问题的处理、指导安装和调试、参加试运和性能验收试验。
1.3.2 乙方现场服务人员应有权全权处理现场出现的一切技术和商务问题。如现场发生质量问题,乙方现场人员要在甲方规定的时间内处理解决。
1.3.3 乙方对其现场服务人员的一切行为负全部责任。
1.4 甲方的义务
甲方要配合乙方现场服务人员的工作。
1.5.乙方提供的所有技术服务的费用已在合同总价内。
四、质保期及售后服务承诺
质量保证期为设备到现场双方确认后12个月。
在质保期内,凡是由于设备质量问题及引起的损坏由乙方无偿更换并负责维修恢复原有功能:设备出现故障,接甲方通知48小时赶到现场进行技术指导。
五 大部件情况
六 规格、技术参数偏离表
七 投标人需要说明的其他问题
1设备结构特点:
1.1 概述
我公司生产的脱硫挡板系采用英国挡板技术(DTL)公司技术生产制造。DTL公司在进行脱硫风门的开发和制造过程中使用了最新的电脑支持技术,借助了CAD(电脑辅助设计),CAQ(计算机辅助品质控制),包括有限元分析。
在这个基础上,我们的产品能够保证符合用户所要求的安全性能,较低的流动阻力,以及出众的控制性能。除此之外,我们的产品还具有超强的耐磨、耐腐性能,同时不需要很多的维护工作。
1.2 结构特点
1.2.1 为降低风门驱动扭矩,驱动轴密封盘根箱中采用进口密封填料,密封性能好,具有较好的自润滑功能,磨擦阻力小。
1.2.2 风门采用刚性设计,具有抗扭转性能,能承受管路中最大的运行压力和温度。
1.2.3 风门内部没有积尘部位,叶片采用流线型设计,压力损耗更少。
1.2.4 叶片密封片,密封性能好,容易更换。
1.2.5 密封结构采用线性设计,使档板叶片不会由于受到热膨胀、管线扭曲或通过凝结吸收密封膨胀而产生堵塞的情况。
1.2.6 风门表面光滑平整,涂层一致,无毛刺漆瘤及划痕。
2 设备制造质量保证措施的文件和计划
2.1 概述
本公司于98年12月通过了中国船级社质量认证公司的ISO9002质量体系认证。为了不断完善我公司的质量管理体系,提高和加强全体员工的质量意识,我公司于2012年3月通过了ISO9001质量体系认证换证工作。本公司质量方针:精心制造、持续改进、优质服务、顾客满意。本公司与英国DTL公司合作共同开发生产FGD烟气脱硫风门及其它设备。
2.2 工艺管理
公司按照ISO9000标准质保体系,制定工艺文件的编制和管理程序和相应管理制度,在产品设计过程中对所有设计图纸进行工艺性分析和审查,主要根据工艺技术要求,本企业的设备能力,产品结构的工艺性和质量可靠性来评定产品的设计合理性,在产品投产前由技术部负责编制金属加工过程卡、焊接工艺卡、通用工艺卡、材料消耗额、工艺模具设计等工艺文件,来指导生产施工,并由生产部、质检部负责施工现场对执行工艺进行监督,定期组织工艺纪律检查,确保产品的加工质量,并由全质办定期组织对关键零部件进工艺评定。
2.3 施工人员培训
产品加工的施工人员技能水平的高低直接对产品质量有很大影响,我公司对施工人员采取培训上岗及专业技能考核相给合的办法,对特殊过程控制的技工制定相应的培训、考核管理制度,实行考核不合者不准上岗的制度,促使施工人员操作技能水平的不断提高,确保产品的加工符合。




磨煤机插板阀

插板门

乏汽回收

加药装置